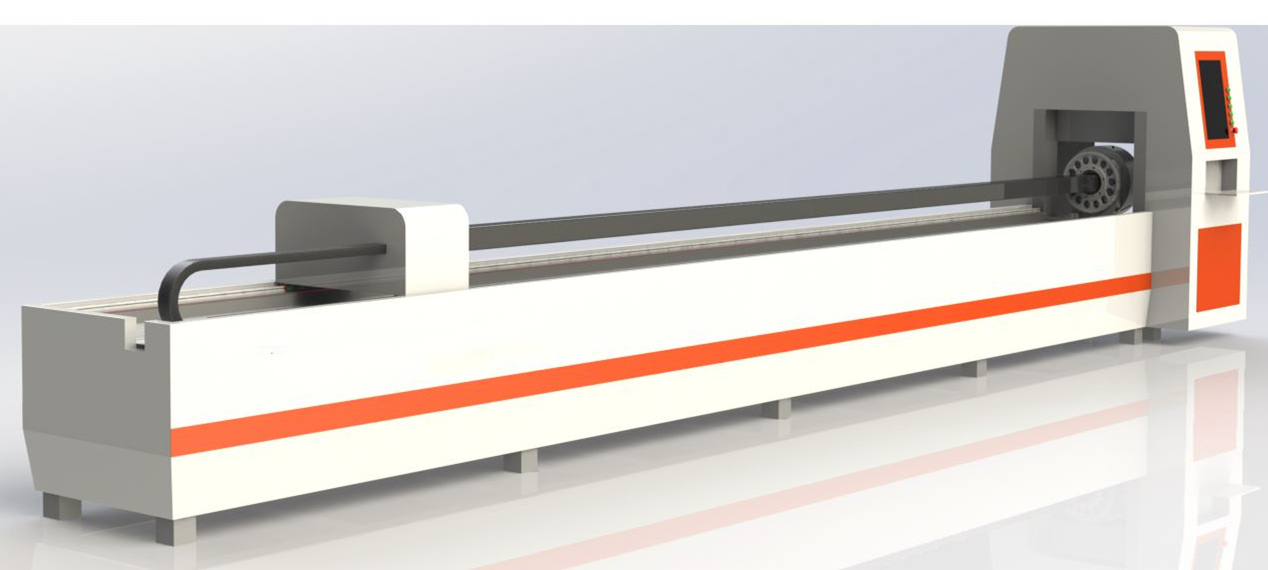
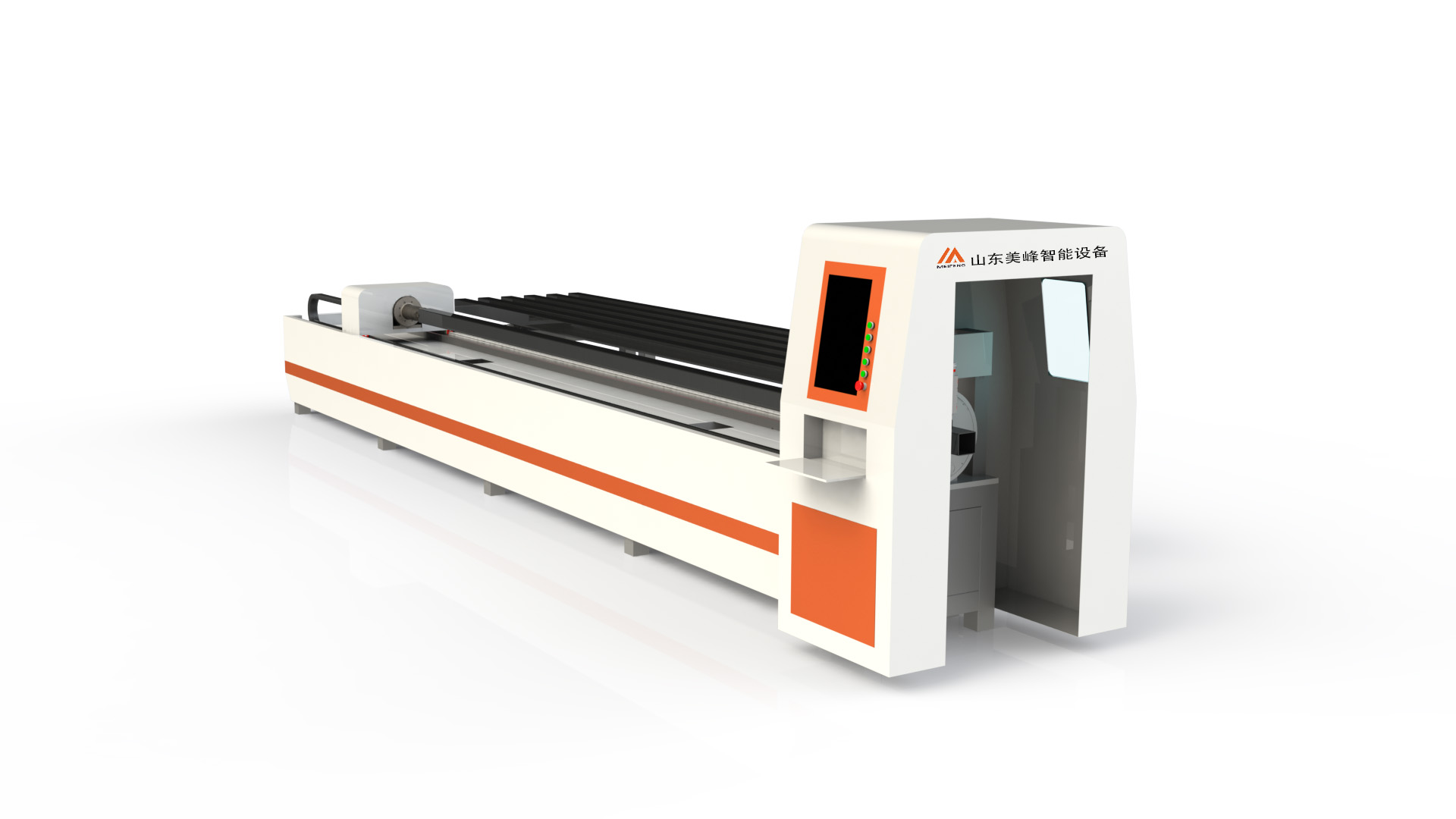
方管圓管沖孔機安全操作措施
發(fā)布時間:2017-05-06
瀏覽次數(shù):737
信息來源:山東美峰智能設備有限公司
方管圓管沖孔機安全操作措施
預熱法
從提高工、模具內在性能出發(fā)提高塑性
1.對使用一段時間后的模具���、工具��,定期進行預熱處理���,預熱溫度控制在金屬的相變溫度以下,這樣對強度影響不大,但可消除應力集中��,提高塑性��。一般溫度控制在300℃~400℃���,然后用肉眼或探傷的方法進行表面檢查���,消除有關缺陷。
2.寒冷季節(jié)(室溫低于10℃)每天開工前用200℃~300℃的溫度預熱模具���、工具���、錘頭、滑塊���,減小變形抗力增強其塑性��。
3.熱加工用模具���、工具的冷卻要注意冷卻水的溫度不要太低,不要采用急冷���,一般要保證冷卻水的溫度大于50℃���。
防范措施
方管圓管沖孔機根據(jù)上述原因分析可知��,產(chǎn)生物體打擊的內在原因是因為模具��、工具的整體或局部損壞以后��,造成碎塊飛出或彈出引起的��,防范的重點也在此��。壓力加工所用的模具���、工具材料大多是合金鋼、碳素工具鋼和硬質合金���,它們都有一個共同的特點:強度硬度較高,塑性韌性相對較低���,這對金屬變形相當有利但對操作者的安全卻不利���。怎樣才能兼顧兩者?根據(jù)多年來的經(jīng)驗,筆者認為從改進工藝方法入手���,尋找防范措施���,效果較好,方法也簡單易行��,且節(jié)約成本��。